
昔の話になりますが、PLAばかり使っていました。ある時強度的にPETGを使う必要がありました。その時は糸引きとダマだらけでとても納得できるものが出来るとは思えませんでした。今思えば、Curaに初期設定で入っているプロファイルが悪いからだと思っています。地道に微調整を繰り返したPETG用のセッティングを紹介します。
3D Printerは様々な用途で使われていると思います。私のセッティングは下記の点を目指したものです。
- 積層を小さくし目立たなくするより綺麗な積層を目指す。
- 糸引きとダマを限りなく減らす。
- ベッドから剥がれる失敗を減らす。
これから、紹介するセッティングはCreality Ender3 Pro及びCR6-SEでeSUNのPETGを使った場合に結果が良かったものです。またこれが一番ではなく、今まででベストのセッティングなので、今後もアップデートするはずです。もちろん3D Printerのメーカーの違い、その他に部屋の室温、PETGの吸湿度によって大きく結果が変わります。
CuraのプロファイルではクオリティをLayer Heightで変更しています。ここを0.12とか0.16とかにするときれいに積層されなかったりダマが出たりします。確かに積層が限りなく小さくなりますが、ここでプリンターに無理をさせている?ノズルが移動するときに溜まった圧力でダマをつくるのでは?と思います。もちろんFlowを追い込んでいけば、0.12でもいけるのかもしれません。ただLayer Heightを小さくすればするほど積層数が増えるので時間がかかります。まずは0.28でやってみて慣れてきたら少しずつLayer Heightを0.2程度まで下げていけばよりと思います。
【追記】左のイメージでLine Widthをノズル径 -0.2と書きましたが迷信だったのかもしれません。ノズル径0.4であれば0.4で問題ないと思います。
自分の経験上、ノズル径(普通は0.4mm)なので、それに0.7を掛けた0.28が一番良いと思っています。幅を持たせるなら0.5〜0.7を掛けた範囲だと思います。
PETGはトップレイヤーがあまり綺麗になりませんが、Ironingをオンにして、Ironing中のFlowを8%〜4%にすると上手く行った時は、既製品のプラスチックのようにツルツルになります。
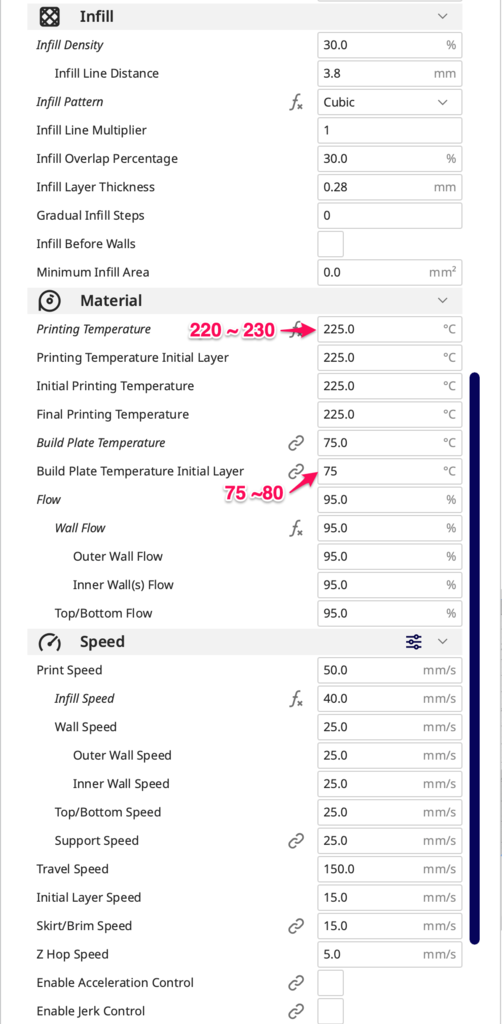
Infillパターンは、Gyroidがお気に入りなのですが書き出されるGCodeが異常に重くなるので、最近はCubicを使っています。
ノズル温度は、PETGはPLAに比べて高くなります。フィラメントのメーカーによって結構変わりますが、225度位がどのメーカーでも行けると思います。eSun、Timmorryのフィラメントだと215度でも良い結果が出ることが
ベッドの温度は75度。最初のレイヤーだけ80度にすることが多いです。
3D Printerを始めた頃は、早く完成させたくてスピードを結構いじっていましたが、急がば回れです。スピードはクオリティとトレードオフの関係にありますので、ここは画像の数値くらいが良いと思います。
早く印刷したかったり、大きなものを印刷する時は、ノズルを替えることをおすすめします。私は大きくて精度があまり関係のないものは、ノズル径0.8mmで印刷します。これだけで半分、もしくは1/3の時間で印刷が完了します。ただし、設定が変わってきます。Layer Heightを0.54に変更。Infill Speedを40.0→25.0に変更。Ironingはまだうまく行ったことがないのでオフ。たぶんTop/Bottom Flow、Top/Bottom Speed、Ironing Flowを追い込めば上手くいく兆しはあります。
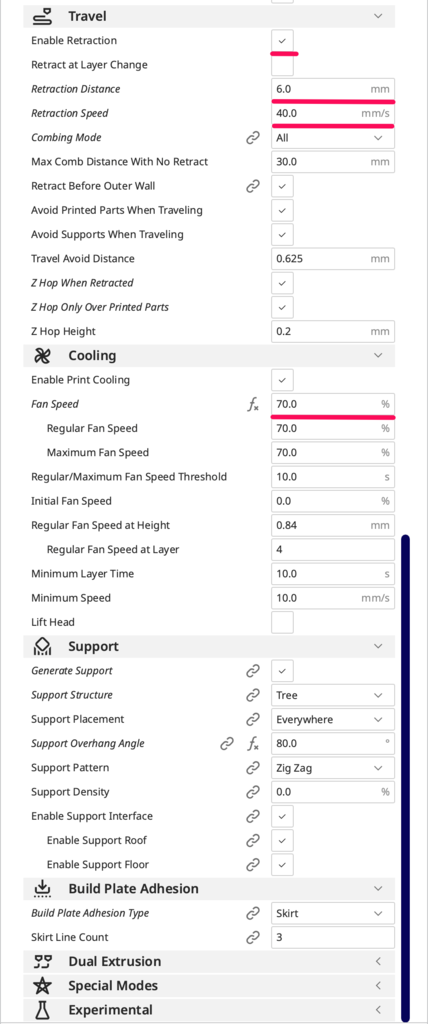
糸引きやダマを減らすのに効果的と言われているのがリトラクションです。有効にして距離6.0mm、スピード40mm/sにします。ここは色々試しましたが、室温やフィラメントメーカーによって全然変わりますので、参考までに。
CoolingはPLAと違って70%。本当はもっと低くても良いのかもしれません。
Build Plate Adhensionですが、室温が低かったり、接地面積が少ない時は、剥がれや反り(歪み)を防止するためにBrimを選びします。ただ印刷後取り除かなければなりません。接地面積が大きい時はSkirtを選びます。細かい(小さい)パーツをまとめて印刷するときは一個剥がれるだけでも他に影響があるので、Raftを選択します。
接地面積が大きいと今度は、反りが発生しやすくなります。冬になると発生頻度が上がります。対処法としてストーブをつけて、室温をあげます。安全策をとるとすればRaftを選択すると良いと思います。
最後にPETGは吸湿すると糸を引きやすくなりますので、使用後は乾燥剤と袋に入れて密閉しましょう。私は乾燥機能付きのフィラメントフォルダーを使っています。これから直接プリンターにフィラメントを送り出しています。
今回紹介したセッティングは、あくまで経験則で決めたものなので、もっと良いセッティングがあると思いますので、もっと良いセッティングがあれば、是非教えていただければと思います。
Curaのプロファイルを載せます。ご利用は自己責任でお願いします。
貴重なノウハウの紹介、ありがとうございました。
3Dプリンタ初心者で、なかなか思ったように印刷できない状況ですが、KENさんのノウハウでぐんとレベルが上がるような気がしています。
現在はABSで印刷していますが、今のフィラメントが無くなりましたらPETGに戻して(前はPETGを使っていました。うまく印刷できませんでしたが)KENさんの設定を使わせて頂きます。
今までPLAしか使ったことが無いのですが、色々なところでPETGが良いと書いてあるので、
PETGを使ってみようと思っています。
KENさんがおすすめのPETGフィラメントがありましたら、教えて頂けないでしょうか?
(できれば安価なもので)
よろしくお願いします。
よっしさん、こんにちは
PETGは、素材としては良いのですが、最近のハイスピード対応のプリンタでは非常に難易度が上がりました。最近はPLA+が非常に良いと感じており、赤道儀の印刷にも使っています。高速に印刷も可能ですし、仕上がりも非常にキレイです。剛性についても悪くないと思います。
因みにPETGは、TinmorryかeSun、PLA+はSunluを良く使っています。