
自分も最適なセッティングを見つけるまで、プリンタを買ってから1年ほど紆余曲折というか迷走してました。存在は知っていたが食わず嫌いだったものが、これから書くものです。最初にやっておけばと後悔したものです。ただ日本語の情報が少ないんですよ。
キャリブレーションプラグインのインストール
CuraのPlug-in(Add-on)にあるCalibration Shapesです。通常は、Cura画面右上のMarketplaceに入るとワンクリックでインストールできます。(要Cura再起動)現時点で削除されており、Marketplaceにはリストされていません。バグフィックス後の認証待ちのようです。(2022.08.26)そのうちリストされるでしょう。もしリストされていれば、ワンクリックでインストール完了。下記は飛ばしてください。
待ちきれない人のために直接ダウンロードしてインストールする方法を書きます。
gitjubからバージョンに合ったプラグインをダウンロードします。
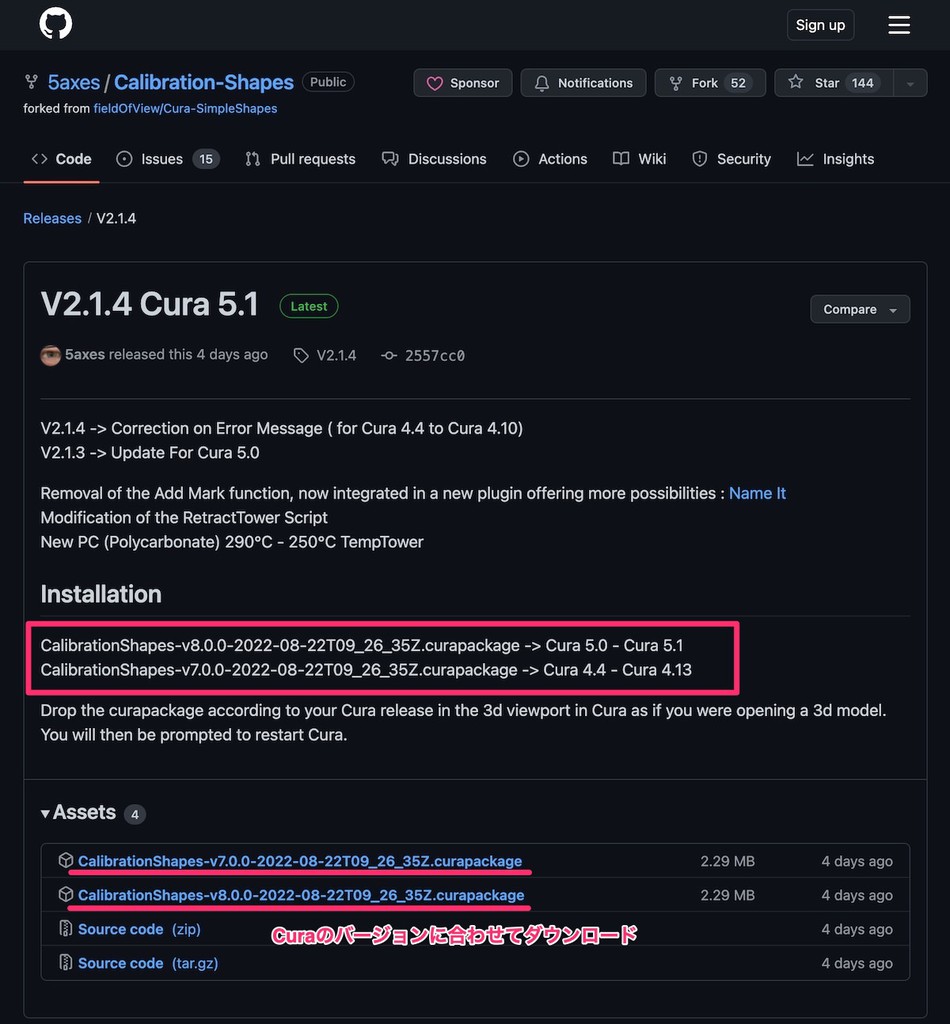
ダウンロードしたファイルをCuraの3Dワークスペースにドラッグアンドドロップして、Curaを再起動すると使えるようになります。
ノズル温度キャリブレーション方法
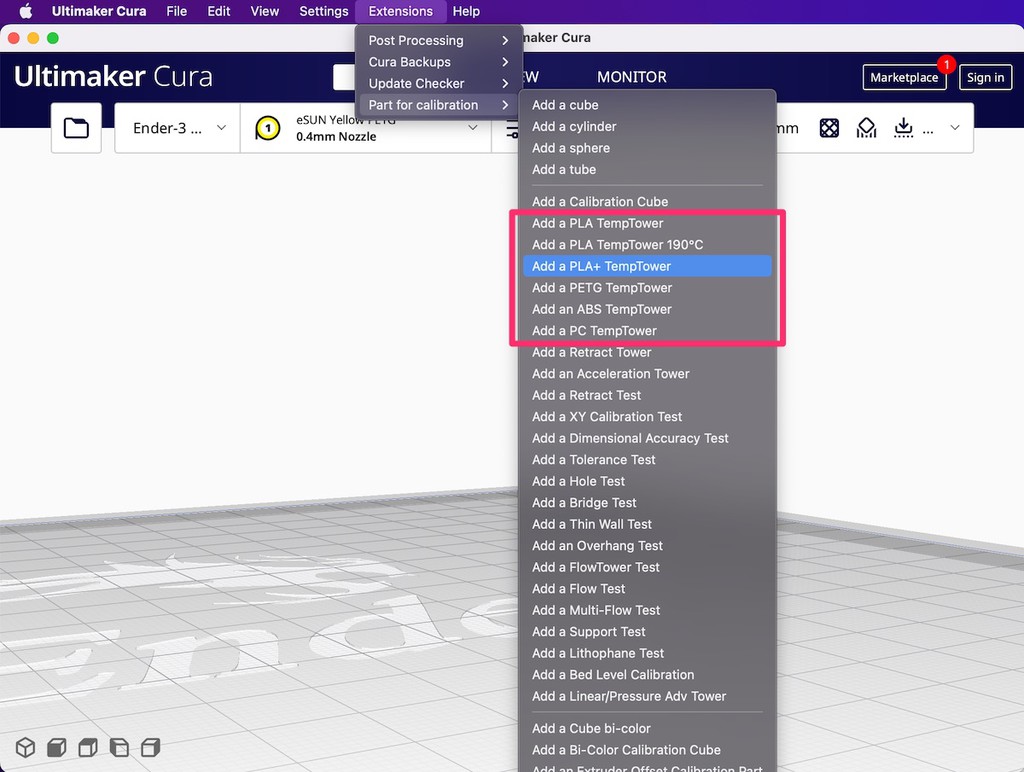
まずは、適正な印刷温度を調べます。Extensionメニュー > Part for calibrationを選びます。様々なフィラメント用のTempTowerがありますが、タワーに振られている番号が違うだけです。因みにPETG TempTowerは230〜260と振られているので高すぎます。今回は220を目安にするのでPLA+用が200〜230なのでちょうど良いと思います。

印刷設定は、現時点で最良だと思う設定にします。スライスを実行して1階層のレイヤー数を調べます。このタワーは一番下の階層が台座分低くなっているので、単純に90/3で1階層30レイヤーになります。設定しているレイヤー高によって変わりますので各々調べる必要があります。
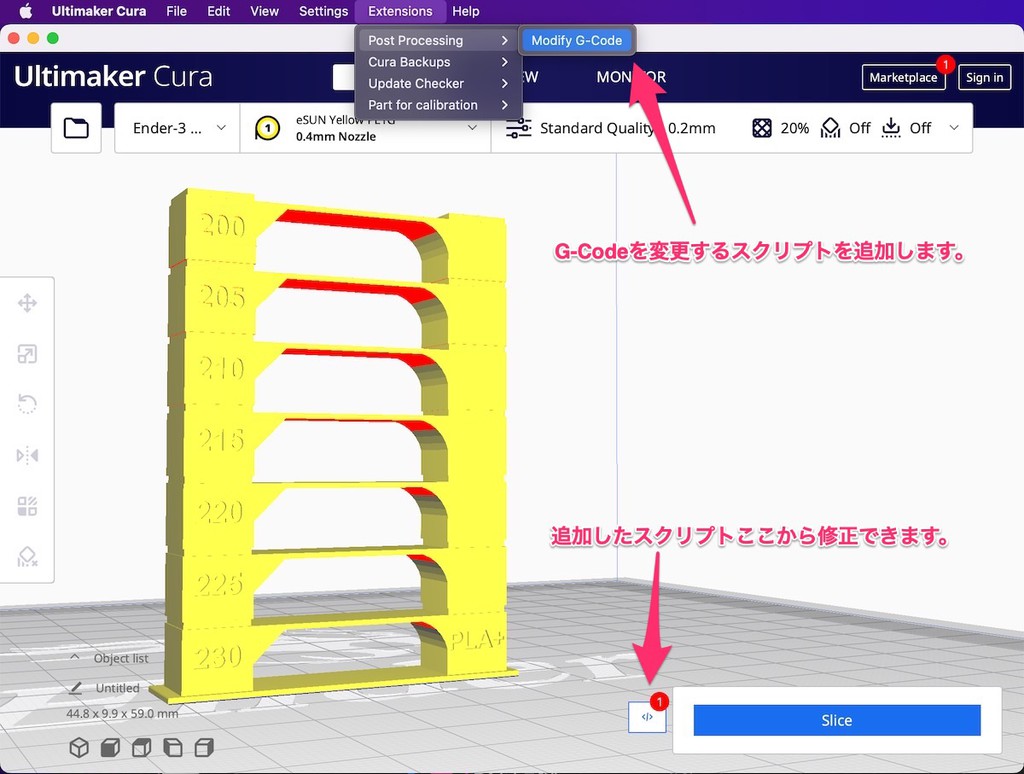
スクリプトを追加します。Extensionsメニュー > Post Processing > Modify G-Codeを選びます。その中からTempFan Towerを選択します。
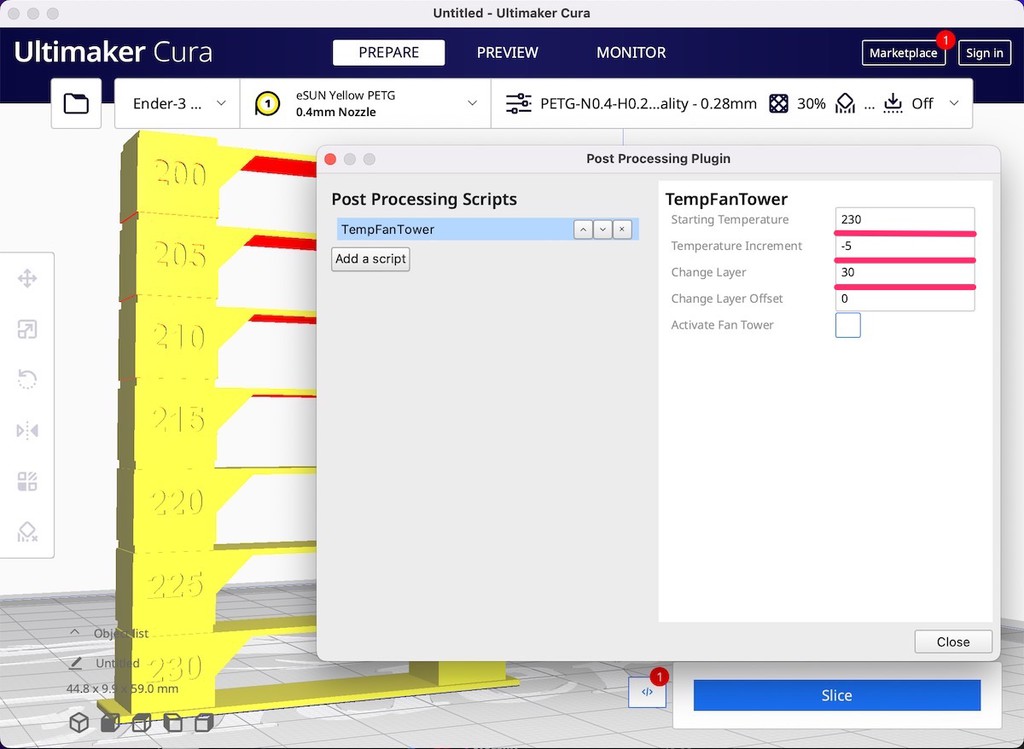
このタワーの一番下は230と振られているので、Starting Temperatureは230とします。30レイヤー毎にマイナス5度にするので、上図のような設定になります。台座の高さが別途ある場合は台座の高さをOffsetに設定します。このタワーは先程も書きましたが最下段が台座分低いのでOffsetは0です。
これで改めてスライスして印刷すると階層毎に温度が変化して印刷されます。印刷した画像はありませんが、徐々に糸引きが減っていくのが明確に分かると思います。納得のいく階層が適正温度となります。もしどれも変わらなければ、この温度帯に適正な温度がないと言うことなので温度の低いまたは高いタワーを選んで再印刷します。もちろん温度設定だけ変えて印刷しても問題ありませんが、番号と合ってないと後で訳がわからなくなり後悔します。きっと・・・
リトラクションキャリブレーション
Extensionメニュー > Part for calibration > Add a Retract Towerを選択します。スクリプトは、Extensionsメニュー > Post Processing > Modify G-CodeからRetract Testを選択します。
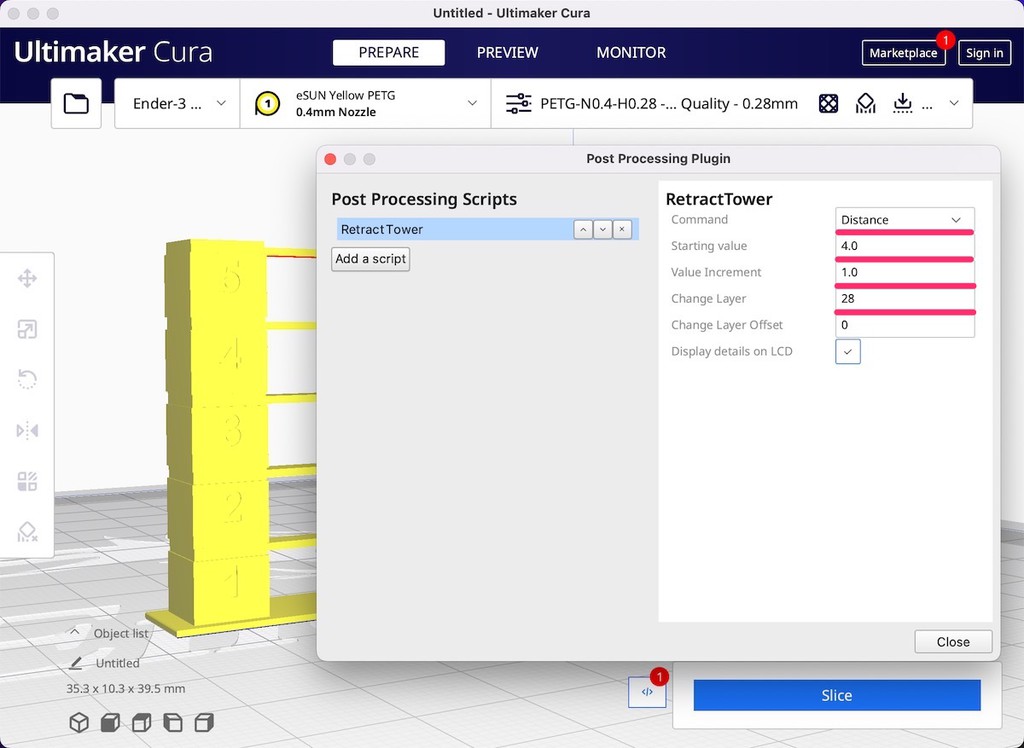
まずは、RetractionのDistanceテスト。最初の階層は4.0mmからスタート。28レイヤー枚に1.0mmずつ増やして印刷します。(TempTowerと同様1階層のレイヤーを調べてください。)
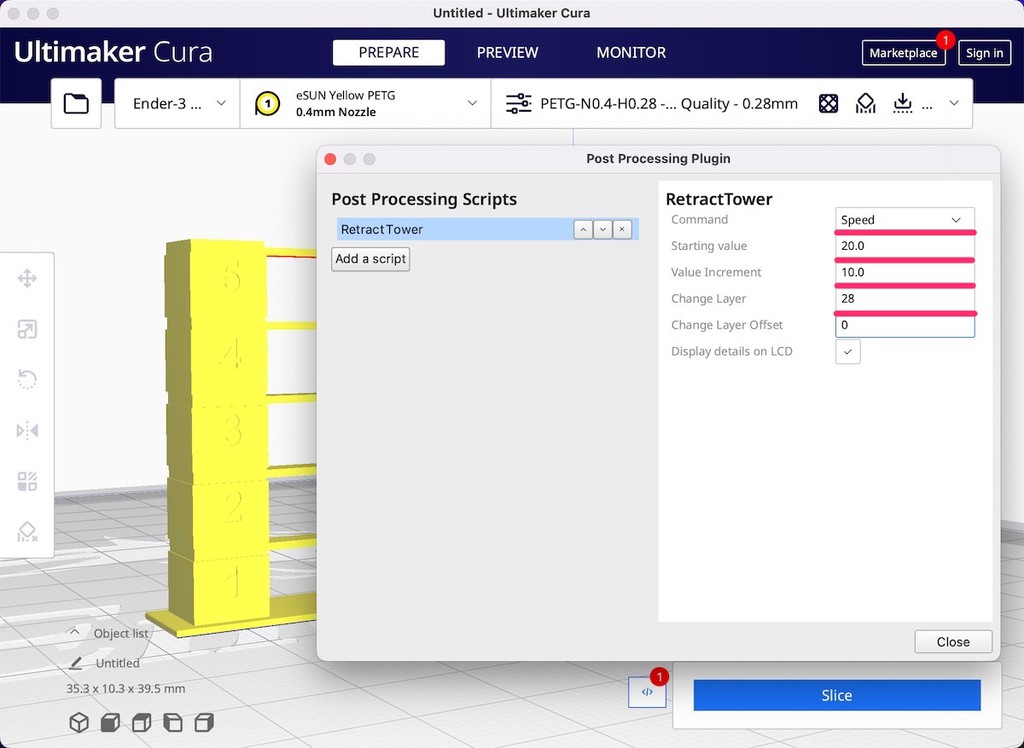
次に、RetractionのSpeedテスト。最初の階層は20mm/sからスタート。28レイヤー毎に10mm/sずつ増やして印刷します。
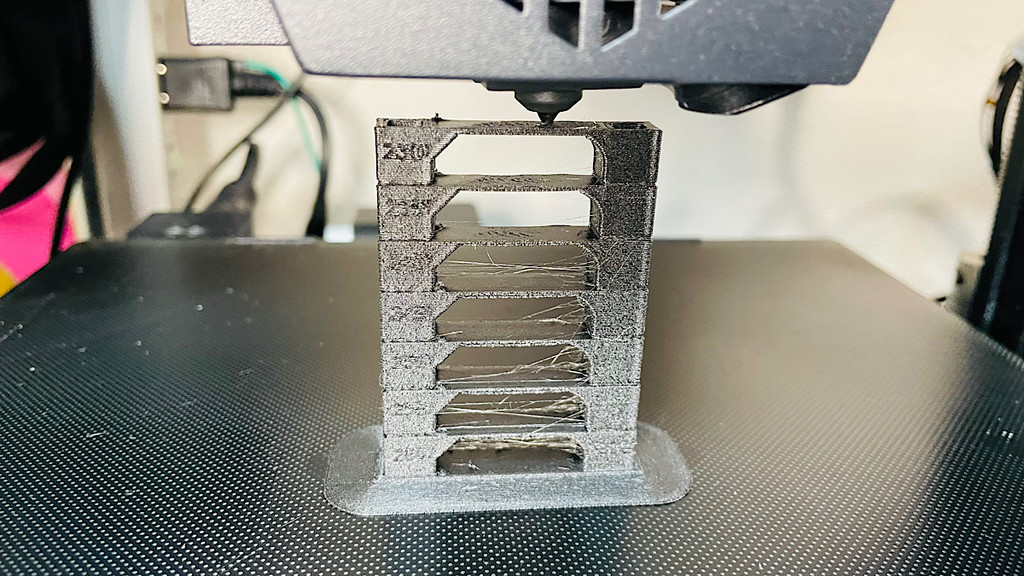
これらの3つをテストすれば、プリンタとフィラメントに適した数字が見えて来ると思います。これらの数字を設定に反映させれば適正な設定に近づくと思います。フィラメントのメーカーや種類によっても全然違うので、多少面倒でも新しくかったフィラメントは調べておくと、急がば回れということにならずに済むと思います。
この他にもFlow Tower Test、Overhang Testなど色々あるので、プリンタを買った時、フィラメントを替えた時は一通り試してみると失敗がグンと減ると思います。
【追記】新しいPETG Carbonフィラメントが届いたので、早速TempTowerを印刷してみました。印刷温度か245 ±15と書いてあるので260〜230度で印刷してみました。
260〜240度は明らかに温度が高過ぎのようです。235度は、ほんのちょっと糸引き。230度で糸引きはなくなりました。最適温度230度に決定。あとはTuneで225度くらいまで下げてみて様子を見ることにします。
注)Curaでビルドプレートをクリアしてもスクリプトはそのまま残ります。手動で削除する必要があります。
いい記事でした 参考になりました
でも配布のCalibのプログラムにミスがありChangeLayerの値通りに変化しません
例えば50で設定したらレイヤー50で温度変化した後、約3倍の150、300、450でしか温度変化しません
修正方法
plugins-Calib-Calib-resources- scripts-TempFanTower.pyのファイルをメモ帳などで開き
for layer in data: layer_index = data.index(layer) を
for layer_index, layer in enumerate(data): に書き換えて保存、CURAを再起動したら正常に動くと思います あくまで自己責任で
役立って何よりです。
最近のプリンタには、精度の高いプリセットが入っているので、この記事のキャリブレーションを行うことは減りました。フィラメントを買うごとに、キャリブレーションキューブを200%で印刷して各辺の誤差を測っています。